Filamento PLA para impresora 3D de cor vermella
Características do produto

- Sen obstrucións e sen burbullas:Deseñado e fabricado para garantir unha experiencia de impresión suave e estable con estas recargas de PLA. Secado completo durante 24 horas antes do envasado e selado ao baleiro con desecantes nunha bolsa de PE.
- Sen enredos e sen humidade:O filamento PLA vermello de TORWELL de 1,75 mm está enrolado coidadosamente para evitar problemas de enredos. Sécase e seláse ao baleiro nunha bolsa de PE con desecante. Pase o filamento polo orificio fixo para evitar enredos despois do uso.
- Rentable e ampla compatibilidade:Con máis de 11 anos de experiencia en I+D de filamentos 3D e miles de toneladas de filamentos producidos cada mes, TORWELL é capaz de fabricar todo tipo de filamentos a grande escala con calidade superior, o que contribúe a que os filamentos 3D sexan rendibles e fiables para a maioría das impresoras 3D comúns, como MK3, Ender 3, Monoprice FlashForge e moitas máis.
| Brand | TOrwell |
| Material | PLA estándar (NatureWorks 4032D / Total-Corbion LX575) |
| Diámetro | 1,75 mm/2,85 mm/3,0 mm |
| Peso neto | 1 kg/bobina; 250 g/bobina; 500 g/bobina; 3 kg/bobina; 5 kg/bobina; 10 kg/bobina |
| Peso bruto | 1,2 kg/bobina |
| Tolerancia | ± 0,02 mm |
| Ambiente de almacenamento | Seco e ventilado |
| DConfiguración de secado | 55 °C durante 6 h |
| Materiais de apoio | Aplicar conTOrwell HIPS, Torwell PVA |
| Aprobación da certificación | CE, MSDS, Reach, FDA, TUV e SGS |
| Compatible con | Makerbot, UP, Felix, Reprap, Ultimaker, End3, Creality3D, Raise3D, Prusa i3, Zortrax, XYZ Printing, Omni3D, Snapmaker, BIQU3D, BCN3D, MK3, AnkerMaker e calquera outra impresora 3D FDM |
| Paquete | 1 kg/bobina; 8 bobinas/caixa ou 10 bobinas/caixa bolsa de plástico selada con desecantes |
Personaxes
* Sen obstrucións e sen burbullas
* Menos enredos e fácil de usar
* Precisión e consistencia dimensional
* Sen deformación
* Respectuoso co medio ambiente
* Amplamente usado
Máis cores
Cor dispoñible:
| Cor básica | Branco, Negro, Vermello, Azul, Amarelo, Verde, Natureza, |
| Outra cor | Prata, Gris, Pel, Dourado, Rosa, Morado, Laranxa, Amarelo-dourado, Madeira, Verde Nadal, Azul galaxia, Azul ceo, Transparente |
| Serie fluorescente | Vermello fluorescente, amarelo fluorescente, verde fluorescente, azul fluorescente |
| Serie luminosa | Verde luminoso, azul luminoso |
| Serie que cambia de cor | Azul verde a amarelo verde, azul a branco, morado a rosa, gris a branco |
| Aceptar a cor do PMS do cliente | |

Exposición de modelos

Paquete
rolo de 1 kgFilamento PLA para impresora 3Dcon desecante en envase de baleiro
Cada carrete nunha caixa individual (caixa Torwell, caixa neutra ou caixa personalizada dispoñible)
8 caixas por caixa (tamaño da caixa 44x44x19 cm)

Instalacións da fábrica

Consellos para a impresión 3D
1. Nivelar a cama
Antes de imprimir, podes usar unha folla de papel para determinar a distancia entre a boquilla e a cama en varios puntos da cama. Ou podes instalar un sensor de nivelación da cama para automatizar o proceso.
2. Axustar a temperatura ideal
Os diferentes materiais terán diferentes temperaturas ideais. Ademais, o ambiente tamén fará que a temperatura ideal sexa pequena. Se a temperatura de impresión é demasiado alta, o filamento formará fíos. Mentres que se é demasiado lenta, non se pegará á base ou causará problemas de envoltura. Podes axustalo segundo as instrucións do filamento ou contactar co noso técnico para obter asistencia.
3. Limpar con filamento de limpeza ou cambiar a boquilla antes de imprimir é un xeito eficaz de reducir os atascos.
4. Garda o filamento axeitadamente.
Usa o envase de baleiro ou a caixa seca para mantelo seco.
Por que o filamento non se pega facilmente á cama de construción?
- Temperatura.Comprobe a configuración da temperatura (base e boquilla) antes de imprimir e axuste axeitada;
- Nivelación.Comprobe se a cama está nivelada e que a boquilla non estea demasiado lonxe nin demasiado preto da cama;
- Velocidade.Comprobe se a velocidade de impresión da primeira capa é demasiado rápida.
Contacta connosco para máis detalles info@torwell3d.com.
| Densidade | 1,24 g/cm³3 |
| Índice de fluidez (g/10 min) | 3.5(190℃2,16 kg) |
| Temperatura de distorsión térmica | 53℃, 0,45 MPa |
| Resistencia á tracción | 72 MPa |
| Alongamento na rotura | 11,8% |
| Resistencia á flexión | 90 MPa |
| Módulo de flexión | 1915 MPa |
| Resistencia ao impacto IZOD | 5,4 kJ/㎡ |
| Durabilidade | 4/10 |
| Imprimibilidade | 9/10 |
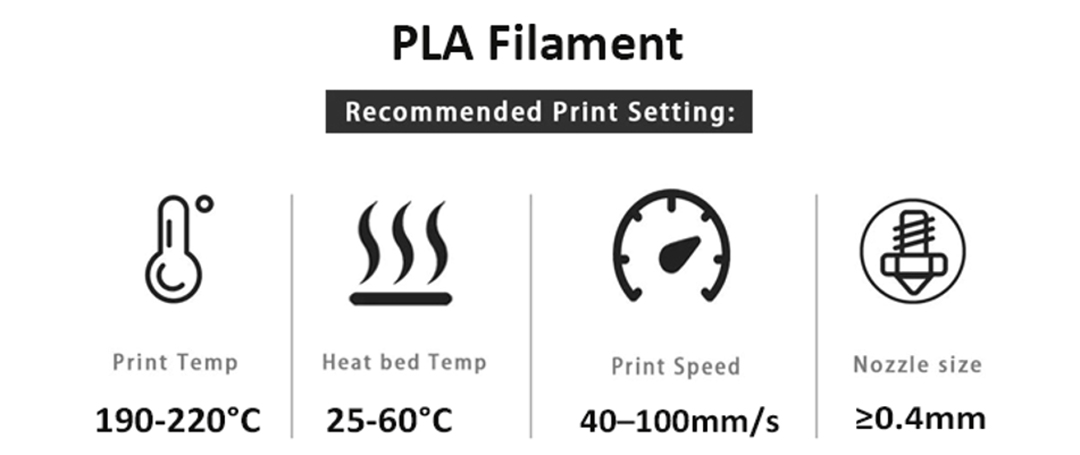
| Temperatura da extrusora (℃) | 190 – 220 ℃ |
| Temperatura da cama (℃) | 25 – 60 °C |
| Tamaño da boquilla | ≥0,4 mm |
| Velocidade do ventilador | Ao 100% |
| Velocidade de impresión | 40 – 100 mm/s |
| Cama con calefacción | Opcional |
| Superficies de construción recomendadas | Vidro con cola, papel de enmascarar, cinta azul, BuilTak, PEI |